Special 차세대 탠덤 태양전지 소재 및 모듈 기술 개발 동향(1)
박막 태양전지 모듈화를 위한 레이저 가공 및 장비 기술 개발 동향

권정대_한국재료연구원 책임연구원
1. 서론
태양전지는 기본적으로 셀과 모듈로 구성되어 있다. 셀에서 출력되는 전압은 작기 때문에 셀과 셀을 연결하는 모듈화 작업은 필수적이다. 우리가 흔히 건물 및 산에 설치되어 있는 결정질 실리콘 태양전지는 셀 크기가 15x15cm 이상으로 크고, 모듈화를 위해 금속 리본이라는 재료를 활용하여 납땜 방식(Tabbing)으로 접착을 하여 셀을 연결한다.(그림 1) 하지만 박막 태양전지(a-Si:H, CdTe, CIGS, 페로브스카이트 등)는 결정질 실리콘 태양전지에 비해 셀의 크기가 보통 폭이 0.04~0.1cm로 매우 작아서, 모놀리식(monolithic)으로 직렬 연결하여 출력을 확보한다. 이때 ‘셀 분리’와 ‘직렬연결’을 동시에 구현하는 패터닝 공정이 필요하며, 산업적으로는 레이저 가공이 사실상 표준 기술로 자리 잡았다. 레이저는 비접촉·고속·고정밀 패터닝이 가능하고, 가공 라인 폭을 줄여 데드에어리어(dead area)를 최소화할 수 있어 모듈 효율 및 수율 향상에 직접적인 영향을 준다[1].
다만 박막/다층 구조의 열-기계적 특성, 전극 재료의 전기적·광학적 요구(예: 투명 전극), 그리고 미세 결함[크랙, 재증착(debris), 션트(shunt) 경로 등]에 의해 공정 윈도우가 매우 좁아질 수 있다. 따라서 태양전지 성능을 향상시키기 위해 레이저의 펄스 폭 및 파장 최적화(ns→ps→fs), 빔 프로파일 제어(가우시안→탑햇/빔쉐이핑), 인라인 정렬/검사 및 Al를 활용한 폐루프 제어, 대면적·고속화를 위한 장비 아키텍처 고도화로 요약된다.
모놀리식 직렬연결 기반 박막 모듈은 보통 P1–P2–P3 3단 가공 공정을 통해 단위 셀을 정의하고 전기적으로 연결한다.(그림 2) P1은 전면 전극(또는 하부 전극)을 절연 분리하고, P2는 흡수층/중간층을 제거하여 전면 전극과 후면 전극이 접촉되는 인터커넥션 영역을 만들며, P3는 후면 전극을 분리해 인접 셀 간 단락을 방지한다. 이 과정에서 라인폭, 잔여물, 열영향부(heat affected zone, HAZ), crater/burr, 재증착물은 직렬저항(series resistance, Rs) 증가, 션트저항(shunt resistance, Rsh) 감소, 개방전압(open circuit voltage, Voc) 저하 등으로 영향을 줄 수 있다. 추가로 ‘가장자리 절연(edge delete/edge isolation)’과 ‘버스바/전극 패턴’, ‘국부 결함 제거(repair)’ 등도 레이저로 수행된다. 특히 유리 기판 기반 모듈은 가장자리에서 수분/이온 침투가 쉬워, 봉지(encapsulation) 전 단계에서 가장자리 층 제거 및 절연이 신뢰성에 큰 영향을 준다.

그림 1. 결정질 실리콘 태양전지의 모듈화를 위한 Tabbing 공정
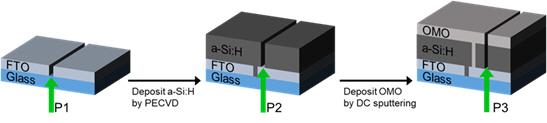
그림 2. 레이저를 활용한 모놀리식 직렬연결을 위한 P1,2,3 가공 공정 개요
레이저 가공이 중요한 또 다른 이유는, 박막 모듈이 “대면적 스케일업”으로 갈수록 균일도·수율 문제가 커지기 때문이다. 실험실 셀에서는 작은 면적에서 고효율을 보여도, 모듈 크기에서는 막 두께/조성 편차, 레이저 라인폭·깊이 변화, 재증착 잔류물, 열영향부로 인한 미세 손상 등이 누적되며 성능과 신뢰성을 떨어뜨릴 수 있다. 특히 가공 라인이 넓어지면 충진률(FF)이 감소해 바로 출력 손실로 이어지고, 반대로 라인을 지나치게 좁히거나 공정 윈도우가 불안정하면 층간 단락·불완전 절연 같은 전기적 결함이 증가한다[2].
2. 레이저 가공 메카니즘 및 레이저 파장이 가공에 미치는 영향
레이저 가공은 집속된 레이저 빔이 재료 표면에 조사되어, 흡수된 에너지가 국부적으로 매우 높은 에너지 밀도를 형성함으로써 재료가 제거되는 현상을 의미한다. 이때 레이저 에너지는 먼저 전자계에 흡수된 후 격자계로 전달되며, 이 에너지 전달 과정과 시간 스케일에 따라 서로 다른 제거 메커니즘이 나타난다.
박막 태양전지에서 사용되는 레이저 가공은 주로 펄스 레이저를 사용하며, 펄스 지속시간이 재료의 열확산 시간 및 기계적 이완 시간이 가공 양상을 결정하는 중요한 요인으로 작용한다. 이러한 관점에서 레이저 가공의 물리적 메카니즘은 일반적으로 광열(photothermal), 광화학(photochemical), 열-기계적(thermo-mechanical) 가공으로 구분된다[3,4].
광열 가공은 레이저 에너지가 재료에 흡수된 뒤, 이 에너지가 빠르게 열로 전환되면서 재료의 온도가 용융점 및 기화점 이상으로 상승하여 제거되는 메커니즘이다. 이 경우 레이저 조사 영역에서는 용융(melting), 증발(vaporization), 경우에 따라 플라즈마 형성이 발생하며, 제거된 물질은 증기나 미세 입자 형태로 방출된다.
나노초(ns) 펄스 레이저는 펄스 지속시간이 상대적으로 길어, 전자계와 격자계가 열적으로 평형에 가까워질 시간이 충분하다. 따라서 에너지가 주변으로 확산되기 쉬워 열영향부가 비교적 크게 형성되며, 가공 가장자리에서 용융 후 재응고된 잔류물이 남는 경우가 많다. 이러한 특성은 박막 태양전지의 P1, P2, P3 공정에서 가공 폭 확대, dead area 증가, 재증착에 의한 전기적 결함으로 이어질 수 있다.[2] 그럼에도 불구하고, 광열 가공은 공정 안정성과 장비 비용 측면에서 유리하여, 현재 산업 현장에서 가장 널리 사용되는 레이저 가공 메커니즘으로 자리 잡고 있다.
-----이하 생략
<본 기사는 일부 내용이 생략되었습니다. 자세한 내용은 세라믹코리아 2026년 4월호를 참조바랍니다. 정기구독하시면 지난호보기에서 PDF 전체를 열람하실 수 있습니다.>
기사를 사용하실 때는 아래 고유 링크 주소를 출처로 사용해주세요.
https://www.cerazine.net
 목록
목록